Refined Microstructure and Directional Strength are Key Attributes
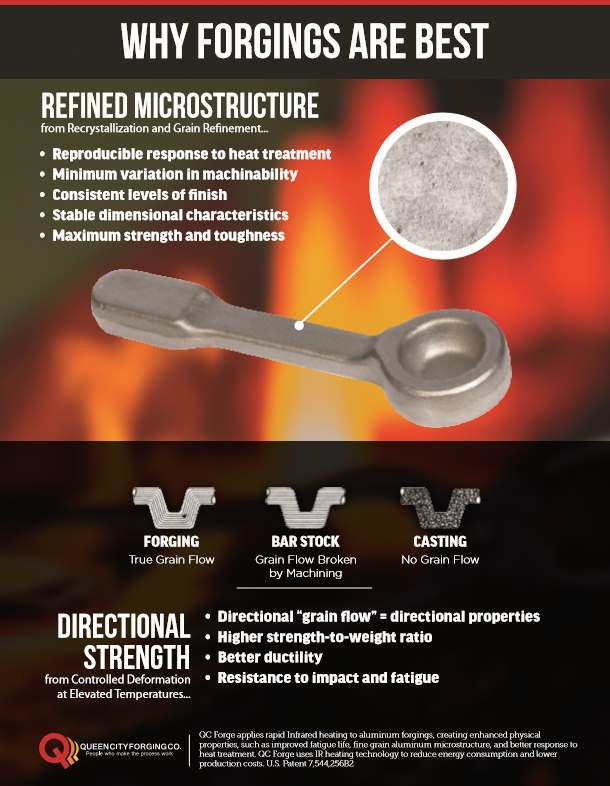
Directional strength is a direct result of the forging process. In the forging process, controlled deformation (usually at elevated temperatures) results in greater metallurgical soundness and improved mechanical properties of the material. In most cases, forging stock has been pre-worked to remove porosity resulting from the solidification process. This produces directional alignment (or “grain flow”) for important directional properties in strength, ductility, and resistance to impact and fatigue. These properties are deliberately oriented in directions requiring maximum strength. Working the material achieves recrystallization and grain refinement that yields the maximum strength potential of the material with the minimum property variation, piece-to-piece.
Properly developed grain flow in forgings closely follows the outline of the component. In contrast, bar stock and plate have unidirectional grain flow; any changes in contour will cut flow lines, exposing grain ends, and render the material more liable to fatigue and more sensitive to stress corrosion.
Designers and materials engineers are recognizing the increasing importance of resistance to impact and fatigue as a portion of total component reliability. With the use of proper materials and heat treatments, if required, improved mechanical strength and impact toughness can be achieved for ultimate resilience.
The resulting higher strength-to-weight ratio can be used to reduce section thickness in part designs without jeopardizing performance characteristics or safety. Weight reduction, even in parts produced from less expensive materials, can amount to a considerable cost savings over the life of a product run. The consistency of material from one forging to the next, and between separate quantities of forgings is extremely high. Forged parts are made through a controlled sequence of production steps rather than random flow of material into the desired shape.
Uniformity of composition and structure piece-to-piece, lot-to-lot, assure reproducible response to heat treatment, minimum variation in machinability, and consistent property levels of finished parts. Dimensional characteristics are remarkably stable. Successive forgings are produced from the same die impression, and because die impressions exert control over all contours of the forged part, the possibility of transfer distortion is eliminated.
For cryogenic applications, forgings have the necessary toughness, high strength-to-weight ratios, and freedom from ductile-brittle transition problems.
Custom forgings are produced economically in an extremely broad range of sizes. With the increased use of special punching, piercing, shearing, trimming, and coining operations by forging companies, there have been substantial increases in the range of economical forging shapes and the feasibility of improved precision. However, parts with small holes, internal passages, re-entrant pockets, and severe draft limitations usually require more elaborate forging tooling and more complex processing, and are therefore usually more economical in larger sizes.
For more information about forging, visit the Forging Industry Association (FIA) website.